

Content
In heavy industrial environments—offshore oil platforms, petrochemical processing plants, power generation facilities, and marine infrastructure—the failure of a single fastener can trigger catastrophic consequences. Flange joints operating under high pressure, elevated temperature, and aggressive chemical exposure demand Thread Rods & Studs that deliver consistent mechanical performance and corrosion resistance over extended service intervals without maintenance intervention. This is precisely the performance gap that Dacromet Coating B7 Threaded Rods Studs are engineered to fill.
ASTM A193 Grade B7 alloy steel is the industry-standard material for high-strength bolting in pressure vessels, heat exchangers, and pipeline flanges. Its chromium-molybdenum composition delivers tensile strength exceeding 125 ksi (862 MPa) across a broad temperature range. When this proven alloy is combined with Dacromet surface treatment—and in some specifications, an additional PTFE topcoat—the result is a fastener that resists corrosion in the harshest chemical and atmospheric environments while maintaining full compliance with ASME, ASTM, and international pressure equipment standards.
The B7 designation under ASTM A193 specifies chromium-molybdenum alloy steel (4140/4142 composition) that has been quenched and tempered to achieve a precise combination of tensile strength, yield strength, hardness, and toughness. These properties make B7 Thread Rods & Studs the default choice for bolting applications governed by ASME B16.5, ASME VIII, and equivalent pressure equipment codes.
The following table summarizes the minimum mechanical requirements for ASTM A193 Grade B7 threaded rods and studs across standard diameter ranges:
| Diameter Range | Tensile Strength (min) | Yield Strength (min) | Hardness (max) |
|---|---|---|---|
| ≤ 2½ in (≤ M64) | 125 ksi / 862 MPa | 105 ksi / 724 MPa | 35 HRC / 321 HBW |
| 2½ – 4 in | 115 ksi / 793 MPa | 95 ksi / 655 MPa | 35 HRC / 321 HBW |
| 4 – 7 in | 100 ksi / 690 MPa | 75 ksi / 517 MPa | 35 HRC / 321 HBW |
For M27×300 studs—a common specification for DN50 to DN100 Class 600 and Class 900 flanges—the full 125 ksi tensile requirement applies. This strength level is what enables designers to achieve adequate bolt load on high-pressure gasketed joints with fewer fasteners per flange, reducing assembly complexity without compromising joint integrity.
B7 alloy steel also retains meaningful strength at elevated temperatures, remaining suitable for continuous service up to approximately 450°C (840°F). Above this threshold, relaxation rates increase significantly and alternative grades such as B16 should be evaluated. For the majority of refinery, chemical plant, and offshore platform bolting applications, B7's temperature envelope is more than sufficient.
Dacromet is a water-based inorganic coating system consisting of zinc and aluminum flakes suspended in a chromate binder. Applied in multiple thin layers and cured at approximately 300°C, it forms a densely packed, lamellar barrier on the fastener surface that provides corrosion protection through two simultaneous mechanisms: physical barrier action and cathodic (sacrificial) protection from the zinc-aluminum matrix.
The performance profile of Dacromet coating on Dacromet Coating B7 Threaded Rods Studs is well-documented through standardized salt spray testing. A standard Dacromet application of 8–12 microns achieves 500–1,000 hours of resistance in the ASTM B117 neutral salt spray test before first signs of red rust—significantly outperforming hot-dip galvanizing, electroplated zinc, and many organic coating systems at equivalent or lower film thickness.
In many specifications for Dacromet Coating B7 Threaded Rods Studs, a PTFE (polytetrafluoroethylene) topcoat is applied over the base Dacromet layer. This combination—sometimes referred to as Geomet® + TopCoat or Dacromet + PTFE in supplier documentation—addresses the one functional limitation of Dacromet alone: its relatively high thread friction coefficient.
Uncoated or Dacromet-only B7 studs installed into heavy flanges can exhibit significant torque-to-tension scatter during bolting, making it difficult to achieve consistent and predictable bolt load across all studs in a multi-bolt flange pattern. PTFE's inherently low friction coefficient (approximately 0.04–0.08) dramatically reduces this variability when applied as a topcoat, enabling tighter torque-tension correlation, more uniform gasket seating stress, and reduced risk of bolt under-load or over-tightening in the same assembly operation.
The PTFE layer also provides an additional barrier against galling—the adhesive wear mechanism that can permanently damage thread surfaces during installation, particularly on large-diameter studs like M27 that require high installation torque. For offshore applications where studs must be removed and reinstalled during periodic flange inspection, galling prevention directly reduces lifecycle maintenance costs and turnaround time.
The M27×300 dimension specifies a metric thread diameter of 27mm with a nominal length of 300mm. In the context of ASME B16.5 and EN 1515 flanged joint design, this stud dimension is commonly associated with the following service configurations:
The 300mm length accommodates standard flange face-to-face dimensions plus two heavy hex nuts (ASTM A194 Grade 2H) with sufficient thread engagement on each end to develop full fastener proof load. Specifying the correct engaged thread length—minimum of one nominal diameter per end for full-strength engagement—is a basic but frequently overlooked requirement in fastener procurement documents.
Sourcing Dacromet Coating B7 Threaded Rods Studs for regulated industrial service requires more than a dimensional match. The following quality documentation should be requested and verified for every procurement lot:
For critical flange bolting in offshore, refinery, or pressure vessel service, specifying Thread Rods & Studs from suppliers with ISO 9001 quality management systems and demonstrable experience supplying to PED (Pressure Equipment Directive), NORSOK, or equivalent regulated frameworks provides the strongest baseline assurance of consistent product quality across repeat orders.

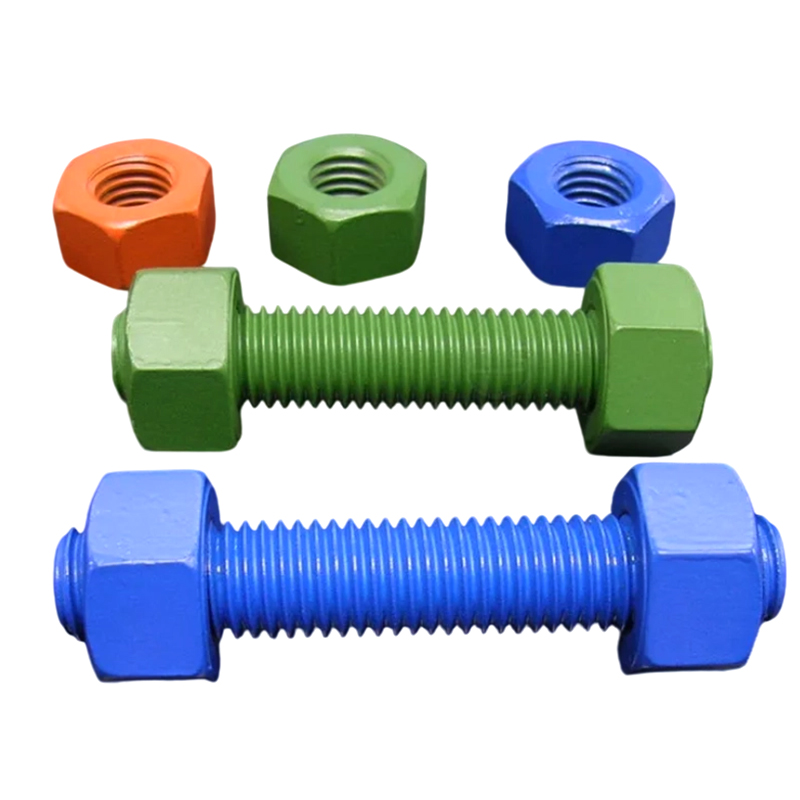 Alloy Steel M27*300 PTFE / Dacromet Coating B7 Threaded Rods Studs
Alloy Steel M27*300 PTFE / Dacromet Coating B7 Threaded Rods Studs
 1-8 UNC *5" Alloy Steel ASTM A193 B7 Threaded Rods Grade L7 Threaded Studs
1-8 UNC *5" Alloy Steel ASTM A193 B7 Threaded Rods Grade L7 Threaded Studs
 M27*300 PTFE Blue / Dacromet Coated ASTM A320 L7 Fully Threaded Rods
M27*300 PTFE Blue / Dacromet Coated ASTM A320 L7 Fully Threaded Rods
 1-8 UNC *5" Alloy Steel ASTM A193 B7 Threaded Rods
1-8 UNC *5" Alloy Steel ASTM A193 B7 Threaded Rods
 3/4*10" Zinc Plated / Black Oxide / Hot Dip Galvanized B7 Threaded Rods
M16*300 Carbon Steel Grade 8.8 PTFE Blue Coated Fully Threaded Studs
3/4*10" Zinc Plated / Black Oxide / Hot Dip Galvanized B7 Threaded Rods
M16*300 Carbon Steel Grade 8.8 PTFE Blue Coated Fully Threaded Studs
 Contact Information
Contact Information
 Address
Address




 中文简体
中文简体 Português
Português Español
Español Deutsch
Deutsch русский
русский عربى
عربى
